
પ્રથમ, યોગ્ય હીટિંગ ઉપકરણ પસંદ કરો
સ્ક્રુ પર લાગેલ પ્લાસ્ટિકને આગ દ્વારા અથવા શેકીને દૂર કરવું એ પ્લાસ્ટિક પ્રોસેસિંગ એકમો માટે સૌથી સામાન્ય અને અસરકારક પદ્ધતિ છે, પરંતુ સ્ક્રૂને સાફ કરવા માટે ક્યારેય પણ એસિટિલીન ફ્લેમનો ઉપયોગ કરવો જોઈએ નહીં.
સાચી અને અસરકારક પદ્ધતિ: સફાઈ માટે સ્ક્રૂનો ઉપયોગ કર્યા પછી તરત જ બ્લોટોર્ચનો ઉપયોગ કરો. કારણ કે પ્રક્રિયા દરમિયાન સ્ક્રૂમાં ગરમી હોય છે, સ્ક્રુની ગરમીનું વિતરણ હજુ પણ સમાન છે.

બીજું, યોગ્ય સફાઈ એજન્ટ પસંદ કરો
બજારમાં ઘણા પ્રકારના સ્ક્રુ ક્લીનર્સ (સ્ક્રુ ક્લિનિંગ મટિરિયલ) છે, જેમાંથી મોટા ભાગના ખર્ચાળ છે અને તેની વિવિધ અસરો છે. પ્લાસ્ટિક પ્રોસેસિંગ કંપનીઓ તેમની પોતાની ઉત્પાદન પરિસ્થિતિઓ અનુસાર સ્ક્રુ સફાઈ સામગ્રી બનાવવા માટે વિવિધ રેઝિનનો ઉપયોગ કરી શકે છે.
ત્રીજું, યોગ્ય સફાઈ પદ્ધતિ પસંદ કરો
સ્ક્રુને સાફ કરવા માટેનું પ્રથમ પગલું એ ફીડિંગ ઇન્સર્ટને બંધ કરવાનું છે, એટલે કે, હોપરના તળિયે ફીડિંગ પોર્ટ બંધ કરવું; પછી સ્ક્રુ સ્પીડને 15-25r/મિનિટ સુધી ઘટાડી દો અને જ્યાં સુધી ડાઇના આગળના ભાગમાં મેલ્ટ ફ્લો વહેતો બંધ ન થાય ત્યાં સુધી આ ઝડપ જાળવી રાખો. બેરલના તમામ હીટિંગ ઝોનનું તાપમાન 200 ° સે પર સેટ કરવું જોઈએ. જલદી બેરલ આ તાપમાન સુધી પહોંચે છે, સફાઈ શરૂ થાય છે.
એક્સટ્રુઝન પ્રક્રિયાના આધારે (એક્સ્ટ્રુડરના આગળના છેડે વધુ પડતા દબાણના જોખમને ઘટાડવા માટે ડાઇને દૂર કરવાની જરૂર પડી શકે છે), સફાઈ એક વ્યક્તિ દ્વારા થવી જોઈએ: ઓપરેટર કંટ્રોલ પેનલમાંથી સ્ક્રુની ઝડપ અને ટોર્કનું અવલોકન કરે છે, સિસ્ટમનું દબાણ ખૂબ ઊંચું નથી તેની ખાતરી કરવા માટે એક્સટ્રુઝન દબાણનું નિરીક્ષણ કરતી વખતે. સમગ્ર પ્રક્રિયા દરમિયાન, સ્ક્રૂની ઝડપ 20r/મિનિટની અંદર રાખવી જોઈએ. નીચા દબાણવાળી એપ્લિકેશનમાં, પ્રથમ સ્થાને સફાઈ માટે ડાઇને દૂર કરશો નહીં. જ્યારે એક્સટ્રુઝન સંપૂર્ણપણે પ્રોસેસિંગ રેઝિનમાંથી ક્લીનિંગ રેઝિનમાં રૂપાંતરિત થાય છે, ત્યારે ડાઇને રોકી દેવામાં આવે છે અને દૂર કરવામાં આવે છે, અને પછી સ્ક્રુને ફરીથી શરૂ કરવામાં આવે છે (10r/મિનિટની અંદર) જેથી અવશેષ ક્લિનિંગ રેઝિન બહાર નીકળી શકે.

ચોથું, યોગ્ય સફાઈ સાધનો પસંદ કરો
યોગ્ય સાધનો અને સફાઈ સામગ્રીમાં શામેલ હોવું જોઈએ: ગરમી-પ્રતિરોધક ગ્લોવ્સ, ગોગલ્સ, કોપર સ્ક્રેપર્સ, કોપર બ્રશ, કોપર વાયર મેશ, સ્ટીઅરિક એસિડ, ઇલેક્ટ્રિક ડ્રીલ, બેરલ રૂલર્સ, સુતરાઉ કાપડ.
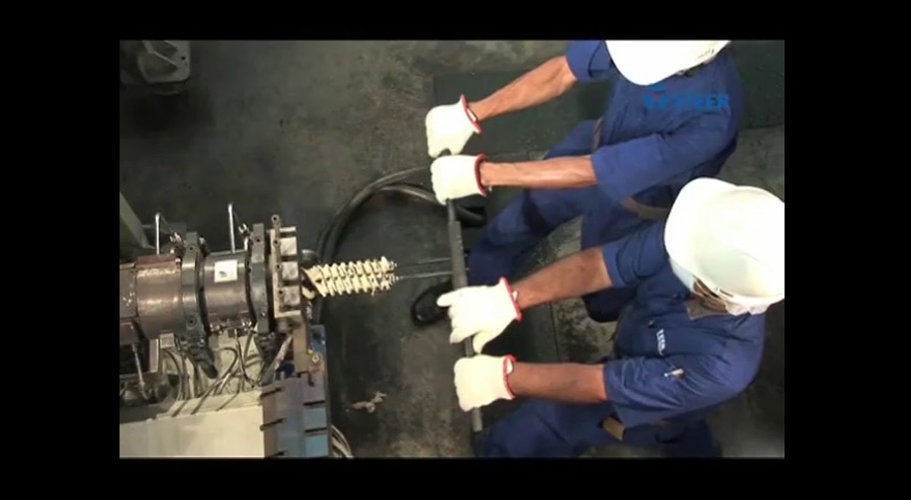
એકવાર સફાઈ રેઝિન બહાર નીકળવાનું બંધ કરી દે, પછી ઉપકરણમાંથી સ્ક્રુને પાછો ખેંચી શકાય છે. કૂલિંગ સિસ્ટમવાળા સ્ક્રૂ માટે, સ્ક્રુ એક્સ્ટ્રક્શન ડિવાઇસ શરૂ કરતા પહેલા હોઝ લાઇન અને સ્વિવલ કનેક્શનને દૂર કરો, જે ગિયરબોક્સ સાથે જોડાયેલ હોઈ શકે છે. સફાઈ માટે 4-5 સ્ક્રૂની સ્થિતિને ખુલ્લી કરીને, સ્ક્રૂને આગળ ધકેલવા માટે સ્ક્રુ નિષ્કર્ષણ ઉપકરણનો ઉપયોગ કરો.
સ્ક્રુ પરના સફાઈ રેઝિનને કોપર સ્ક્રેપર અને કોપર બ્રશથી સાફ કરી શકાય છે. ખુલ્લા સ્ક્રૂ પરની સફાઈ રેઝિન સાફ થઈ જાય તે પછી, સ્ક્રુ નિષ્કર્ષણ ઉપકરણનો ઉપયોગ કરીને ઉપકરણને 4-5 સ્ક્રૂ આગળ ધકેલવામાં આવશે અને સફાઈ ચાલુ રાખો. આ પુનરાવર્તિત થયું અને આખરે મોટા ભાગના સ્ક્રુને બેરલની બહાર ધકેલી દેવામાં આવ્યા.
એકવાર સફાઈની મોટાભાગની રેઝિન દૂર થઈ જાય, પછી સ્ક્રૂ પર થોડું સ્ટીઅરિક એસિડ છંટકાવ; પછી બાકીના અવશેષોને દૂર કરવા માટે કોપર વાયર મેશનો ઉપયોગ કરો, અને સમગ્ર સ્ક્રૂને કોપર વાયર મેશ દ્વારા પોલિશ કર્યા પછી, અંતિમ લૂછવા માટે સુતરાઉ કાપડનો ઉપયોગ કરો. જો સ્ક્રુને બચાવવાની જરૂર હોય, તો રસ્ટને રોકવા માટે સપાટી પર ગ્રીસનું સ્તર લાગુ કરવું જોઈએ.

સ્ક્રુને સાફ કરવા કરતાં બેરલને સાફ કરવું ખૂબ સરળ છે, પરંતુ તે ખૂબ જ મહત્વપૂર્ણ પણ છે.
1. બેરલને સાફ કરવાની તૈયારી કરતી વખતે, બેરલનું તાપમાન પણ 200°C પર સેટ કરવામાં આવે છે;
2. રાઉન્ડ સ્ટીલ બ્રશને ડ્રિલ પાઇપ અને ઇલેક્ટ્રિક ડ્રિલને સફાઈના સાધનોમાં સ્ક્રૂ કરો અને પછી સ્ટીલ બ્રશને કોપર વાયર મેશથી લપેટો;
3. સફાઈ સાધનને બેરલમાં દાખલ કરતા પહેલા, બેરલમાં થોડું સ્ટીરિક એસિડ છંટકાવ કરો, અથવા સફાઈ સાધનના કોપર વાયર મેશ પર સ્ટીરિક એસિડ છંટકાવ કરો;
4. કોપર વાયર મેશ બેરલમાં પ્રવેશે પછી, તેને ફેરવવા માટે ઇલેક્ટ્રિક ડ્રિલ શરૂ કરો, અને કૃત્રિમ રીતે તેને આગળ અને પાછળ ખસેડો જ્યાં સુધી આ આગળ અને પાછળની હિલચાલ કોઈ પ્રતિકાર ન બને ત્યાં સુધી;
5. બેરલમાંથી કોપર વાયર મેશ દૂર કર્યા પછી, કોઈપણ સફાઈ રેઝિન અથવા ફેટી એસિડ અવશેષોને દૂર કરવા માટે બેરલમાં આગળ અને પાછળ લૂછવા માટે સુતરાઉ કાપડનો સમૂહ વાપરો; આવા અનેક આગળ-પાછળ લૂછ્યા પછી, બેરલની સફાઈ પૂર્ણ થાય છે. સંપૂર્ણ રીતે સાફ કરેલ સ્ક્રુ અને બેરલ આગામી ઉત્પાદન માટે તૈયાર છે!

પોસ્ટ સમય: માર્ચ-16-2023